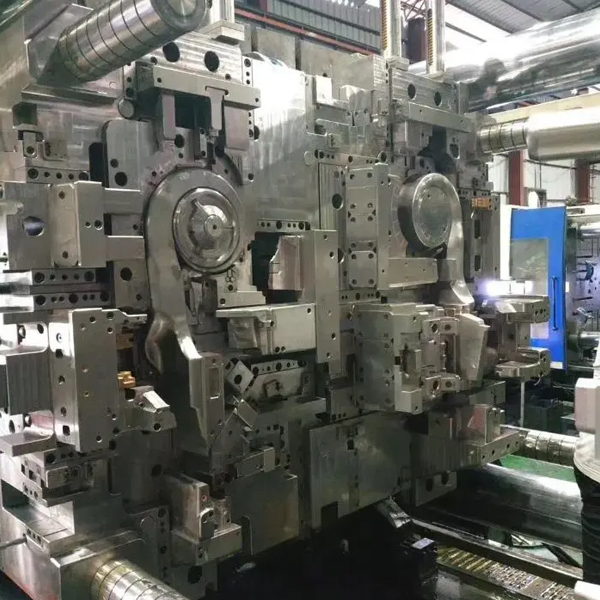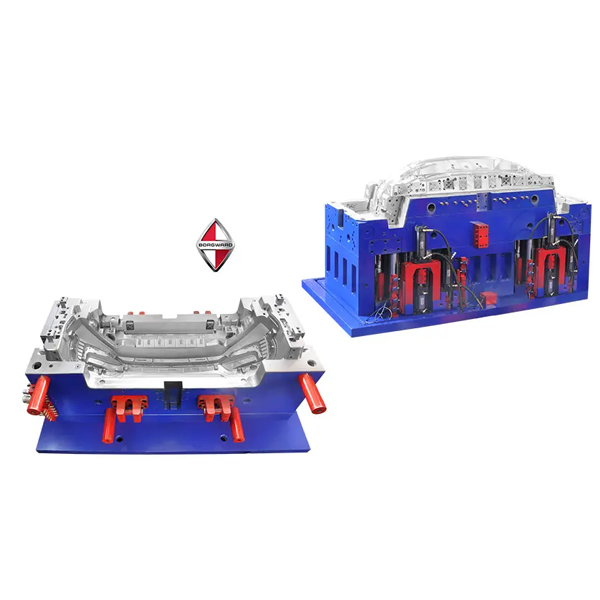

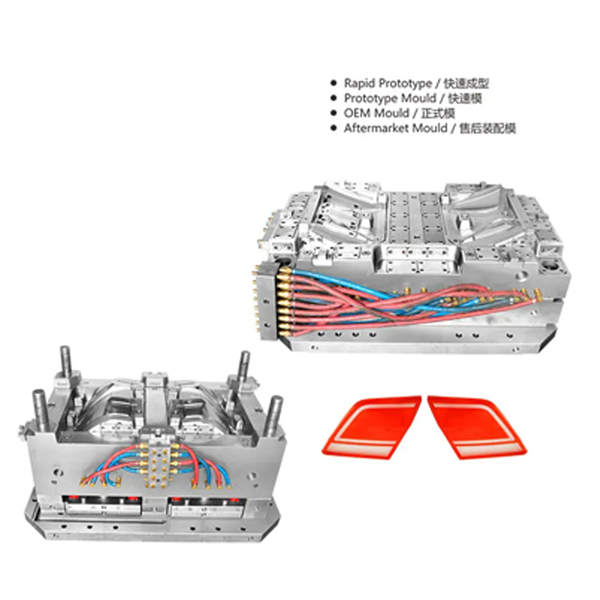
Краткое описание: Пластмассовая автоформа для заднего фонаря автомобиля, литье под давлением на машине 450T.
Правильный выбор материала для проекта-один из самых важных факторов при создании пластиковых деталей.
При наличии сотен товарных и технических смол, доступных сегодня на рынке, процесс выбора материала для пластиковых.
Деталь продукта
Пластмассовая автоформа для заднего фонаря автомобиля, литье под давлением на машине 450T.
Правильный выбор материала для проекта-один из самых важных факторов при создании пластиковых деталей. При наличии сотен товарных и технических смол, доступных сегодня на рынке, процесс выбора материала для пластикового литьевого формования может поначалу выглядеть очень сложным.
Компания SULI MOULD в Китае понимает уникальные преимущества и свойства различных видов пластиков и тесно сотрудничает с клиентами, чтобы найти оптимальный вариант для своего проекта. Мы считаем, что эта статья будет полезной и информативной.

Анализ конструкции литьевой формы для изготовления корпуса автомобильной фары
Фары автомобиля в основном используются для освещения, можно сказать, что это глаза автомобиля, фары-это общий термин для всех автомобильных систем освещения. Требования к внешнему виду автомобильных ламп высоки, несколько важных частей-прозрачные части, гальванические части, можно сказать, что внешний вид автомобиля наиболее требовательных частей-это лампы, поэтому требования к конструкции и производству пресс-форм очень высоки.
Основное освещение автомобиля-это передние и задние фары. Различные автомобильные фары имеют различную конфигурацию, у одной и той же автомобильной системы по высоте конфигурация не одинакова. Основными компонентами передних и задних фар автомобиля являются: левая и правая линзы. Декоративная рамка вокруг. Корпус лампы. Левое и правое зеркало. Требования к внешнему виду автомобильных фонарей чрезвычайно строги.

Проектирование литьевых деталей
Поскольку пресс-форма имеет большие размеры и сложную поверхность раздела, формообразующие детали и шаблон имеют интегрированную структуру, т. е. неподвижная плита А является формообразующей деталью неподвижной пресс-формы, а подвижная плита В-формообразующей деталью подвижной пресс-формы. Преимуществами такой конструкции являются компактность, хорошая прочность и жесткость, малые размеры штампа, отсутствие необходимости открывать раму, подгонять раму, изготавливать наклонный клин и других громоздких процедур.
1. Поверхность разбора гладкая, без острых углов, тонкой стали, беспроводного или точечного герметизирующего клея; Выполнена герметизация поверхности. При разделке используется такой метод обработки поверхности, как расширение, развертка и сетка. Поверхность разбора строится в соответствии с формой пластиковых деталей. Построенная поверхность разбора может эффективно обеспечивать точность обработки на станках с ЧПУ, не требует зачистки углов EDM, на поверхности разбора не образуются шероховатые кромки. Высокоскоростной станок необходим для обработки легкой поверхности разбора режущего инструмента для пресс-формы фары. Скорость вращения шпинделя станка должна составлять не менее 20 000 оборотов в минуту.
2. Фитинговая часть вставки и подвижного штампа, а также корень упорного устья спроектированы с соответствующим технологическим углом R или исключением вакансий, что упрощает процедуру обработки, сокращает время обработки и повышает эффективность обработки.
3. Разработать угол R для всех неформообразующих углов для предотвращения растрескивания под напряжением. Угол R процесса не должен быть меньше R5, а угол R процесса должен быть рассчитан как можно больше в соответствии с размерами пресс-формы. Острые кромки пресс-формы легко могут стать причиной случайной травмы оператора. Кромки пресс-формы, не участвующие в формовании или совмещении, должны быть выполнены в виде фаски C углом или R углом, а большая фаска должна быть выполнена как можно больше в соответствии с размерами пресс-формы.
4. Поверхность разбора для избегания воздуха: ширина поверхности разбора пресс-формы составляет 40 мм, а неподвижный подвижный штамп за пределами поверхности разбора должен быть избегаем на 1 мм, чтобы эффективно сократить время обработки. Избегание поверхности разбора относится не только к периферийной поверхности разбора, но и включает в себя большую площадь поверхности разбора. Особое замечание: ширина поверхности разбора пресс-формы включает в себя выпускную канавку. В большой зоне, чтобы избежать попадания воздуха, необходимо спроектировать нажимной блок, чтобы обеспечить равномерное усилие пресс-формы, избежать длительного производства пресс-формы с бегущим фронтом, при проектировании зоны перфорации, чтобы избежать попадания воздуха, а также при проектировании неподвижной пресс-формы или вентиляционного отверстия подвижной пресс-формы, чтобы облегчить выпуск сжатого воздуха из неподвижной пресс-формы.
5. Поверхность разбора строится в соответствии с формой пластиковых деталей, и при необходимости пластиковые детали оптимизируются. Для средних и больших пресс-форм паз прижимной плиты открывается как можно дальше, чтобы облегчить обработку на ЧПУ. При проектировании поверхности раздела следует стремиться к упрощению обработки пресс-формы, использовать принцип гладкости и плавности, делать поверхность раздела без тонкой стали, без острого угла и с разумным углом проникновения.
6.Поверхность разбора должна быть гладкой и ровной, запрещается появление большого количества сломанных поверхностей (при обработке с ЧПУ легко пружинит нож, снижается точность обработки), старайтесь использовать поверхность расширения, сетчатую поверхность, поверхность зачистки для создания поверхности разбора, или расширьте уплотнительную поверхность на 10-20 мм, затем сделайте поверхность растяжения и поверхность перехода, уплотнительную поверхность в соответствии с тоннажем термопластавтомата и размером пресс-формы.
7. Поверхность разбора или перфорации всех углов перфорации выполнена под углом более 7 градусов для повышения срока службы пресс-формы.
8. Для средних и крупных автомобильных пресс-форм при проектировании вкладышей приоритет должен отдаваться сборке и разборке по возможности с разборочной поверхности. Поверхность уровня клеевого слоя пластика может быть обработана медным блоком.

Теги товара
Пресс-форма для литьевого формования с 12 полостями
Китай
Индивидуальные пресс-формы для литьевого формования деталей Aoto
завод
литье под давлением для крышки батарейного отсека
сделано в Китае
производители
литьевое формирование медицинского оборудования
поставщик пресс-форм для сверлильного инструмента
PC ABS частей формования
Пластиковые изделия для медицинского оборудования
+8615962623597

Shandong SuLi Mould Co., Ltd